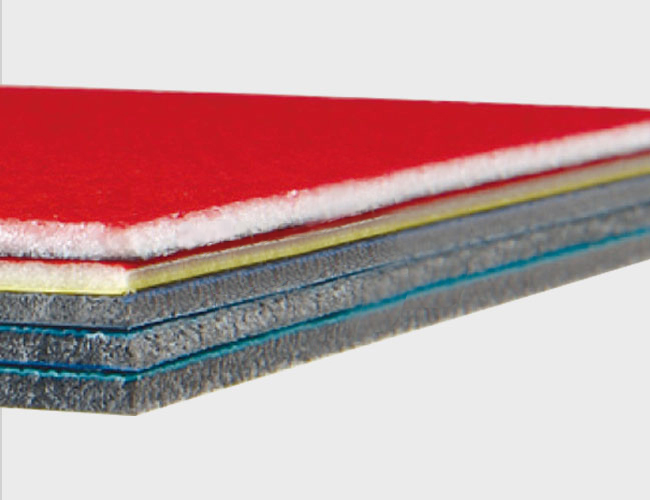
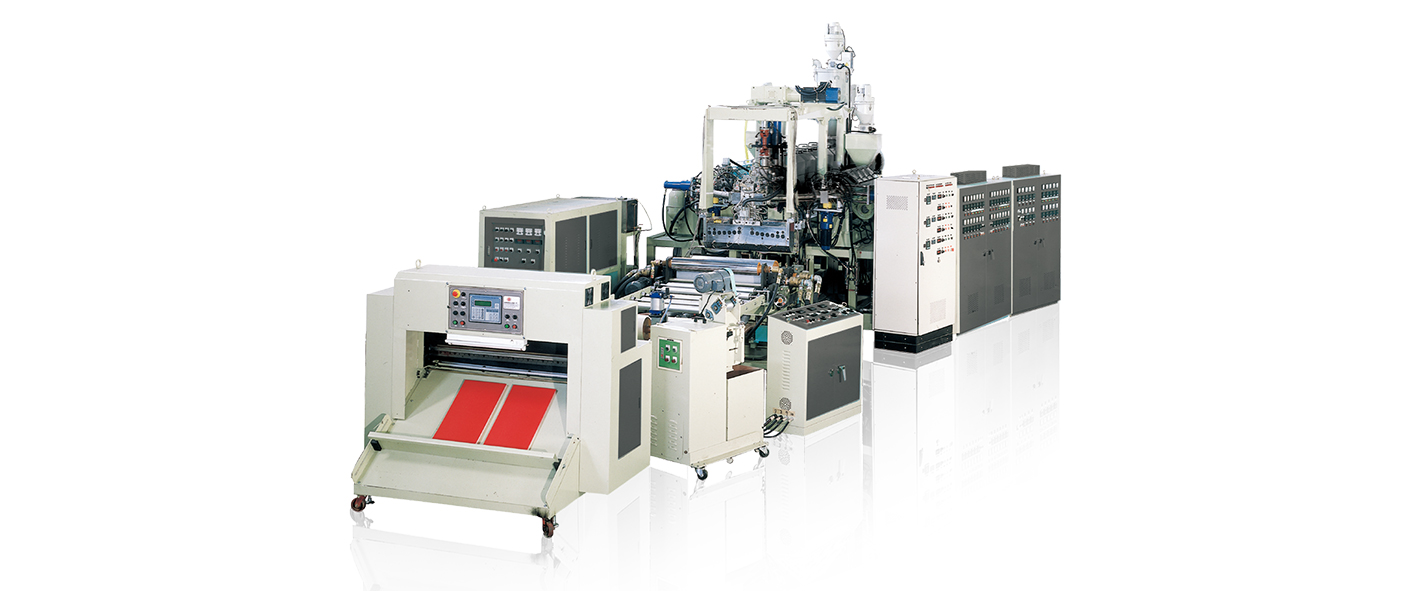
3層拉板機(發泡)
MGB-PPF-1100 3S
產品特色
- 螺桿採用特殊混料功能及高塑化能力設計配合齒輪定量棒及靜態拌合器,確使塑料融化,發泡比例穩定,色澤均勻,押出量增高。
- 本機三軸螺桿皆使用不停機油壓換網裝置,增加操作方便性及增加產量。
- 本機三軸螺桿皆使用齒輪定量棒,可準確控制押出量及塑料在螺桿內的壓力和時間,使發泡比例穩定,板片厚度精確。
- T型模頭採用特殊雙節流設計,使板材厚薄調整更為精準,模頭嘴使用熱煤油冷卻系統,使發泡材料更穩定方便操作。
- 溫度控制採用SCR系統,其溫度為±1℃,可精確控制塑化過程及板材厚薄,平整性及發泡比例。
- 壓花成型台可自由升降,前進,後退在操作過程中增加方便性,提高板材品質。
- 板材厚薄控制採用螺桿調整及油壓輪雙向調整,可精確控制板材厚度另增加外部冷卻系統,使板材花紋漂亮平整。
- 壓花輪直徑為350mm0MM及雙迴路冷卻系統,配合微電腦模溫控制機精確控制壓花輪溫度, 使板材平整、厚薄均均。
- 切片機採用微電腦控制,板材長度及數量精確。
- 電氣控制箱:完全採用合乎安全標準的高級配準,不佔空間的設計,操作方式簡單又方便。
- 齒輪定量棒採用伺服馬達驅動全電腦連線作業可加操作方便性及穩定性。
選擇性配備
- 螺桿採用特殊混料功能及高塑化能力設計配合齒輪定量棒及靜態拌合器,確使塑料融化,發泡比例穩定,色澤均勻,押出量增高。
- 本機三軸螺桿皆使用不停機油壓換網裝置,增加操作方便性及增加產量。
- 本機三軸螺桿皆使用齒輪定量棒,可準確控制押出量及塑料在螺桿內的壓力和時間,使發泡比例穩定,板片厚度精確。
- T型模頭採用特殊雙節流設計,使板材厚薄調整更為精準,模頭嘴使用熱煤油冷卻系統,使發泡材料更穩定方便操作。
- 溫度控制採用SCR系統,其溫度為±1℃,可精確控制塑化過程及板材厚薄,平整性及發泡比例。
- 壓花成型台可自由升降,前進,後退在操作過程中增加方便性,提高板材品質。
- 板材厚薄控制採用螺桿調整及油壓輪雙向調整,可精確控制板材厚度另增加外部冷卻系統,使板材花紋漂亮平整。
- 壓花輪直徑為350mm0MM及雙迴路冷卻系統,配合微電腦模溫控制機精確控制壓花輪溫度, 使板材平整、厚薄均均。
- 切片機採用微電腦控制,板材長度及數量精確。
- 電氣控制箱:完全採用合乎安全標準的高級配準,不佔空間的設計,操作方式簡單又方便。
- 齒輪定量棒採用伺服馬達驅動全電腦連線作業可加操作方便性及穩定性。
規格
swipe your finger
產品寬度
|
MAX. 850 MM
|
壓花輪溫度控制機
|
1SET
|
|
產品厚度
|
0.8 - 3.0MM
|
|
押出量
|
150 - 250KG/HR
|
有效捲收寬度
|
|
|
押出機馬達
|
75HPx1
25HPx2
|
有效裁切寬度
|
880MM
|
|
螺桿直徑
|
100MMx1
55MMx2
|
佔地面積
|
12Mx4.5M
|
|
長徑比
|
32/1
|
裝箱材積
|
205 " x 145 "
|
|
壓花輪馬達
|
3HPx2
|
主機
|
205 " x 145 "
|
|
成型部
|
80 " x 87 "
|
|
電熱量
|
98KW
|
引取部
|
115 " x87 "
|
|
總耗電量
|
1403.5KW
|
切片機
|
60 " x 87 "
|
|
冰水機
|
20TONS(option)
|
捲收機
|
|
|
壓花輪寬度
|
Ø 350 x1000MM
|
機械淨重
|
18150KG
|
|
裝箱毛重
|
20900KG
|